УСТРОЙСТВО
Гидравлический пресс ПГШ-16 (рис.1) состоит из рамы 5, на которой установлены стойка 7 и станина 2, соединенные между собой стяжками 11.
К станине крепится гидроцилиндр 14, на штоке которого установлена прессующая плита 3.
На раме между стойкой и станиной расположена загрузочная камера 9, которая при помощи гидроцилиндра 4 может перемещаться на катках вдоль рамы.
Привод пресса - гидравлический. Гидравлическая система работает от насосной станции 15, состоящей из насоса высокого давления и электродвигателя. Управление гидроцилиндрами производится распределителем 1 при помощи рычагов
12 и 13. На раме имеется рольганг 6, который облегчает выталкивание кипы из пресса.

Рис.1
Гидравлический пресс
ПГШ-16
1. распределитель
2. станина
3. прессующая плита
4. гидроцилиндр привода камеры
5. рама
6. рольганг
7. стойка
9. загрузочная камера
10. крышка
11. стяжка
12. рычаг управления плиты
13. рычаг управления камеры
14. гидроцилиндр привода плиты
15. насосная станция
На рис.2 показана пооперационная схема технологического процесса прессования.
Камера и прессующая плита устанавливаются в крайнее правое положение, если смотреть со стороны управления прессом (положение 1).
На камеру со стороны стойки надевается специальный мешок 1 (рис.2) так, чтобы углы его совпадали с углами камеры. Просвет камеры должен быть ровно закрыт дном мешка.
Камера с надетым мешком устанавливается в крайнее левое положение и через отверстие, закрываемое крышкой, заполняется сырьем 2 (положение 2).
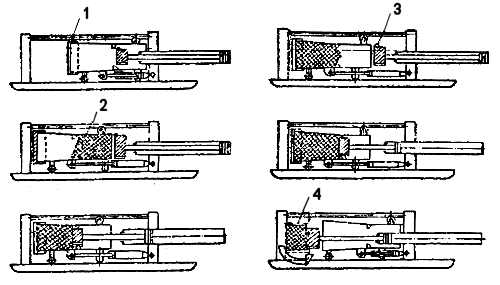
Рис.2
Схема технологического процесса:
1. мешок
2. сырь
3. клапан
4. проволака
После пополнения камеры крышка закрывается и производится первая подпрессовка.
При подпрессовке прессующая плита проталкивает сырье за ловители (положение 3), которые удерживают
ее в передней части камеры при возвращении плиты в исходное положение (положение 4).
Освободившаяся полость камеры заполняется сырьем и подпрессовывается. Количество подпрессовок зависит от
качества и количества сырья, загруженного в камеру в процессе каждой подпрессовки. Обычно производится 3-4
подпрессовки перед окончательным (последним) прессованием. Перед окончательным прессованием на
прессующую плиту подвешивается на специальных зацепах - клапан 3 (положение 4). Затем свободная полость
камеры заполняется сырьем и производится окончательное прессование (положение 5).
При движении камеры в исходное положение (положение 6) мешок автоматически надевается на запрессованную кипу.
Перед обвязкой кипы проволокой стороны мешка и клапана необходимо заправить так, чтобы они заходили друг за друга и сырье не выступало наружу.
В запрессованном состоянии кипа обвязывается проволокой 4 в пять рядов. Проволока продевается сверху вниз через пазы прессующей плиты,
как показано на рис.2 (положение 6) затем пропускается под низом кипы через направляющие трубки и выводится наверх, где соединяется со вторым концом проволоки
и скручивается. Концы скрученной проволоки должны быть загнуты.
Для лучшего продевания проволоки через пазы плиты конец необходимо загнуть или сделать петлю.
Во избежание чрезмерного увеличения размеров ккп проволока при обвязке должна плотно облегать кипу по
периметру. Короткие стороны кипы в сжатом состоянии зашиваются аппаратом. Для ускорения процесса
упаковки обвязку и зашивку кипы можно производить одновременно. Упакованная кипа освобождается от прессующей
плиты и по ронгальгу выталкивается в сторону от пресса.
Design .:.:.:.::.:.:.:. webmaster .
| 